


Despre IntercomTopaz
INTERCOM TOPAZ este unic importator și distribuitor pe piața românească al profilelor PVC Optimaline și Windoline cu armături aferente,al feroneriei Geviss si al spumei poliuretanice Somafix.
Compania Intercom Topaz infiintata in 1991, cu experienta 20 ani in domeniul distributiei de profile din pvc, armatura, feronerie si accesorii, detine logistica proprie, depozit de 4000 mp cu dotari si stocuri necesare aprovizionarii in orice moment a tuturor colaboratorilor, parc auto de 8 camioane cu care asigura gratuit transportul in orice colt al tarii, personal calificat.
La inceputul anului 2008 firma a trecut cu succes auditul de certificare dupa standardul international de calitate ISO 9001-2000 iar in anul 2010 ISO 9001-2008, ceea ce arata garantia calitatii serviciilor noastre, responsabilitate si seriozitate fata de client.
In prezent INTERCOM TOPAZ inseamna acoperire la nivel national prin intermediul partenerilor nostri in judetele : Constanta, Teleorman, Dolj, Olt, Prahova, Arges, Valcea, Gorj, Tn.Severin, Timisoara, Bihor, Mures, Maramures, Brasov, Bistrita-Nasaud, Ialomita, Buzau, Braila, Tulcea. Galati, Vaslui, Bacau, Iasi, Botosani, Ilfov, Arad, Alba, Hunedoara, Calarasi, Neamt, Vrancea.
Ne-am remarcat prin munca, corectitudine, seriozitate si respect pentru client.
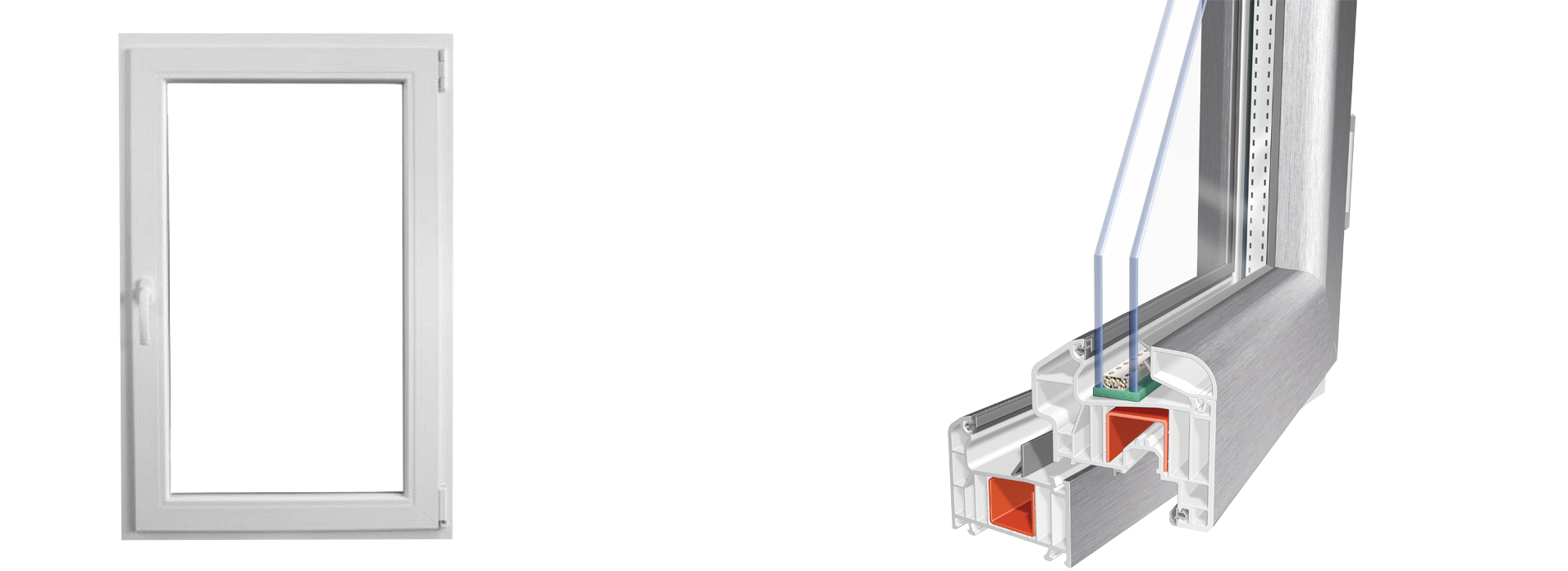
Profilele din PVC marcile Optimaline si Windoline sunt in serii de 4 si 5 camere izolatoare,serie de glisare si mai nou seria de 80 mm cu 6 camere ( Optimaline).Culorile disponibile pe stoc sunt alb,stejar,mahon,nuc,wenge si gri antracit.Pentru alte culori va rugam sa luati legatura cu departamentul nostru de aprovizionare.
Locatia noastra

NOUTATI!
NOU !
Am inceput productia de tamplatie la comanda.
NOU !
Am inceput confectionarea de plase plisse la comanda. Preluam comenzi si facem livrari oriunde in tara.
Distincii obtinute de catre IntercomTopaz












Galerie foto





Ce spun clientii nostrii ?
Consideram ca cea mai buna recomandare este just reflectata de parerea colaboratorilor nostri. Calitatea produselor, livrarea prompta, consultanta si suportul tehnic pe care il oferim ne recomanda drept un partener de incredere pentru afacerea dumneavoastra.
Calitate certificata
MARCAJ CE

